
很多质量人做FMEA,做着做着就变成了填表。等到问题真的发生了,翻出来一看——哦,当时分析过这个,RPN也不低,但没采取措施。为什么?"当时觉得可能性不大。"
从一次实际的审核对话说起
前段时间和一家做橡胶密封件的供应商聊,他们刚经历了一次主机厂的过程审核,其中有一个问题问得很直接:
"你们的FMEA,是什么时候做的?"
对方回答:新项目开发阶段,按要求做了。
审核员接着问:"做完之后呢?最近有没有更新?"
沉默了一会儿,说:"有一次客诉之后,我们在8D里提到要更新FMEA,但……还没来得及更新。"
这个对话场景,在供应商审核里出现的频率高得让人无奈。FMEA文件齐全,格式规范,RPN打分也很认真,但它就静静地躺在文件夹里,和实际的生产过程、实际发生的质量问题几乎脱节。
这不是个别现象,而是行业里很普遍的问题。原因也不难理解:FMEA工具学起来不难,但它真正的价值不在于"会填表",而在于背后的一套思维方式——很多人接触FMEA是从"怎么打分、怎么填表格"开始的,而不是从"它为什么这么设计"开始的。
FMEA在解决一个什么问题
在展开讲之前,先说清楚一件事:FMEA(失效模式与影响分析)本质上在做的事情,是用结构化的方式把未来可能发生的问题提前想清楚。
这句话听起来很简单,但仔细想想,它有两层含义:
第一,它面向的是"未来",而不是"现在"。
这和我们日常的质量工作逻辑是反的。日常工作是:出了问题 → 分析原因 → 制定措施。FMEA要求的是:在问题还没有发生之前 → 提前想象它可能怎么发生 → 提前部署控制。
这对人的思维是个挑战。因为我们的大脑更善于处理"已经发生的问题",对"还没发生的风险"天然有一种低估倾向。
第二,它要求"系统性"地想,而不是想到哪算哪。
一个产品或过程有成百上千个细节,不可能每个都同等对待。FMEA提供了一个框架,让你可以在所有可能的失效点里,系统地识别、排序、聚焦到真正重要的那些。
FMEA真正的价值在于:用系统化的前瞻思维,把有限的精力放到最关键的风险上。
S×O×D打分,很多人只记住了RPN
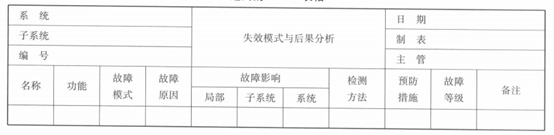
FMEA的评分体系用三个维度给每个失效模式打分:
S(Severity,严重度):这个失效一旦发生,影响有多严重?
O(Occurrence,发生度):这个失效在当前条件下,发生的可能性有多大?
D(Detection,探测度):如果这个失效发生了,现有的控制手段能不能在流出之前发现?
三个分数相乘,得到RPN(风险优先数)。
很多人对RPN有个误解,认为RPN越高越危险,RPN低就可以放心。但其实FMEA的设计逻辑并不是这么简单。
举个例子:一个失效的严重度是10(比如导致安全事故),但发生度只有1(极少发生),探测度是2(非常容易被发现),RPN = 10×1×2 = 20。另一个失效严重度是3(仅影响外观),发生度是8(经常发生),探测度是7(很难被发现),RPN = 3×8×7 = 168。
按RPN排序,后者风险更高。但如果第一个失效一旦发生就是安全事故,你真的能因为RPN低就不重点处理它吗?
这就是为什么AIAG-VDA第5版FMEA已经明确提出,不再单纯依赖RPN,而是引入了"行动优先级"(AP)的概念——高严重度的失效,即使RPN不高,也必须优先处理。打分本身不是目的,打分是为了帮助你做决策。分数背后的逻辑,比分数本身更重要。
为什么FMEA会变成走形式?
根本原因只有一个:FMEA被当成了"交差文件",而不是"思考工具"。
具体来说,有几个典型的走形式路径:
路径一:复制粘贴了事。
新产品FMEA,以上一个相似产品的FMEA为基础,改改型号、改改尺寸,其他照搬。历史问题没有纳入,新产品的特殊风险没有识别。FMEA变成了纸面上的"合规"。
路径二:只做开发阶段的那一次。
FMEA是动态文件。产品转产之后发生了工艺变更、客户投诉、设备更换,都应该触发FMEA的回顾和更新。但很多公司做完开发阶段的那一次就搁置了,生产中发生的问题和FMEA完全脱节。
路径三:工程师单独填,其他人不参与。
FMEA本质上是一个跨功能团队的讨论过程。工艺的人知道哪里容易出问题,生产的人知道哪些操作最难控制,设备的人知道哪个参数最不稳定。如果只有质量工程师一个人对着表格填写,很多关键的风险视角会缺失。
路径四:识别问题,但不落实措施。
FMEA分析出了高风险点,写了建议措施,但没有人跟踪落实,或者措施拖了很久最终不了了之。文件上有,现场没有。
这四个路径,在现实中往往是叠加出现的,最终导致FMEA成了一个"好看的空壳"。
让FMEA真正发挥作用,几个关键做法
① 先聊问题,再填表格
很多团队做FMEA,一上来就对着模板填。建议换个顺序——先开一个小时的头脑风暴,问题只有一个:"这个产品/工序,哪里最容易出问题?上一次相似的产品出过什么问题?"让所有参与的人都把心里的顾虑说出来,记录下来,然后再拿这些内容去对应填写FMEA的失效模式栏。顺序不同,参与感和质量完全不同。
② 高严重度的,不管RPN是多少,都要认真对待
建议直接在FMEA模板上做一个规则:S≥9的失效,无论O和D是多少,都必须有明确的应对措施,不允许仅靠"加强检验"应付。这个规则可以提前说清楚,避免"RPN低就不用管"的误区。
③ FMEA和控制计划要对应
FMEA分析出来的高风险点,应该直接对应到控制计划里的控制项目。如果FMEA里识别了某个尺寸是关键特性,控制计划里就应该有对应的首件检验、过程监控。两者脱节,FMEA就没有进入实际控制流程,等于白做。
④ 出了问题,要回来更新FMEA
每次处理客诉或重大内部问题的时候,要问一句:这个问题在FMEA里有没有出现过?如果有,当时的措施是什么?如果没有,现在要补进去。让FMEA随着问题经验一起成长,而不是永远停留在开发阶段的那个版本。
一个值得记住的案例
某汽配企业做注塑件,有一个产品长期有装配尺寸不良的投诉,每个季度大概三四次,每次处理起来都很麻烦。
后来做了一次PFMEA的系统梳理,发现一个细节:这个尺寸的失效模式他们写的是"尺寸超差",控制措施是"全检"。但在分析为什么发生的时候,工艺工程师提到了一个以前没被重视的因素——模具温度。
当模温在下限附近的时候,这个尺寸的偏差就会偏大;模温正常的时候,完全没问题。而恰好这个参数在控制计划里的监控频率是每班一次,检测时间往往不在模温最低的阶段。
问题找到了:不是检验力度不够,是控制点选错了。
他们做了两件事:把模温加入SPC控制,设了控制限;把装配尺寸的检验频率改成和模温监控联动——每次模温异常报警后,增加一次专项检验。这之后,这个产品的装配尺寸投诉降到了零。
FMEA的价值不在于把失效模式列得多全,而在于把真正的失效机制想清楚。失效机制想清楚了,控制措施才能打在点上。
写在最后
FMEA发明出来,不是为了让质量部门多一堆文件,而是为了让质量风险在成本最低的时候就被识别和处理——也就是在问题还没发生的时候。这背后是一种思维方式的选择:与其等问题来了再应对,不如在问题发生之前就把它想清楚。
这种思维用好了,对整个质量管理工作的状态是有实质性改变的。从被问题追着跑,到主动布局、提前管控。
当然,从"会填表"到"真正用起来",中间有不少工作要做。但如果能从下次开FMEA会议的时候,不再让工程师单独对着表格填,而是把工艺、生产、设备的人都叫进来,认认真真讨论一次——这就是一个好的开始。
文章来源于网络,版权归原作者所有,侵删。