
很多质量人都有过这样的困惑:项目启动时FMEA做得轰轰烈烈,团队反复研讨,失效模式列得密密麻麻,RPN值算得清清楚楚,控制措施写得明明白白。可产品量产后,客诉还是来了,重大质量问题还是爆发了。
复盘时大家面面相觑——FMEA里明明写到了啊,预防措施也有,探测手段也上了,为什么还是没防住?
问题出在哪里?90%的企业,错在了“做”与“用”之间的那一步——没有将FMEA的控制措施真正落地到现场的执行系统里。
一、FMEA常见的三大“假象”
在深入分析之前,我们先还原一下大多数企业FMEA的真实状态:
假象一:FMEA是“写”出来的,不是“跑”出来的
FMEA通常在APQP阶段集中突击完成,项目团队关在会议室里“头脑风暴”。写完后评审签字,归档保存。现场操作工不知道FMEA是什么,设备参数与FMEA中的“预防控制”没有关联,检验频次与FMEA中的“探测控制”没有打通。FMEA和现场之间,隔着一道墙。
假象二:控制措施是“原则”,不是“指令”
FMEA中常见的控制措施写法是:“加强过程监控”“严格执行作业指导书”“定期点检设备”。这些描述听起来没错,但在现场执行时,什么叫“加强”?什么叫“严格执行”?谁来监督“定期”?没有量化的标准、没有系统绑定的控制手段,所谓的控制措施就只是一句正确的废话。
假象三:失效模式是“清单”,不是“预警信号”
FMEA列出了几十甚至上百种失效模式,但在实际生产中,当过程参数开始异常波动、当某个关键特性即将超出控制线时,现场没有任何系统能识别出“这是FMEA中第5.3条失效模式的前兆”。失效模式躺在文件里,而产线在“盲跑”。
二、那关键的一步:从“分析”到“嵌入”
为什么说90%的企业错在这一步?因为FMEA的真正价值不在“完成分析”那一刻,而在将分析结果转化为现场可执行、系统可感知、过程可拦截的防错机制这一步。
这一步,我称之为 “FMEA的执行化嵌入”,它包含三个层次:
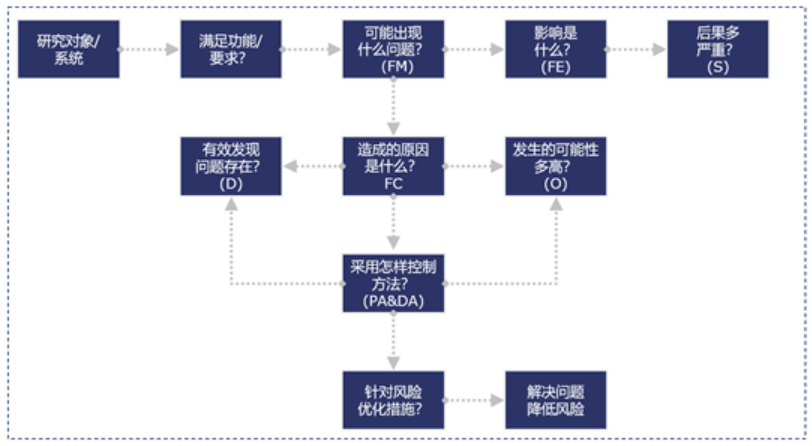
第一层:将预防控制转化为设备参数
FMEA中识别出的“过程参数失控”这一失效原因,对应的预防控制不应是“操作工注意控制温度”,而应该是:在设备系统中设定温度上下限,超出范围自动报警或停机。
做到这一层,FMEA的控制措施就从一个“要求”变成了一个“强制约束”。
第二层:将探测控制转化为自动拦截
FMEA中的探测控制,如果只是“检验员每2小时抽检5件”,那么从缺陷产生到被发现之间,可能已经产出数百件不良品。真正的嵌入应该是:**在线自动检测,发现不良自动剔除或停线**。
做到这一层,FMEA的探测就从“事后抽样”变成了“实时拦截”。
第三层:将失效模式转化为预警规则
将FMEA中的每条失效模式及其前兆特征,转化为监控系统中的预警逻辑。当实时数据与失效模式的关联特征匹配时,系统提前发出预警,在失效真正发生之前触发干预。
做到这一层,FMEA就从“静态清单”变成了“动态预警系统”。
三、为什么这一步被大多数企业忽略?
既然这一步如此关键,为什么90%的企业没能做到?
原因一:组织分工割裂
FMEA由工艺或质量部门主导,设备参数由设备或工程部门管理,现场执行由生产部门负责。FMEA做完后,没有跨部门的机制确保控制措施被写入设备规格、被配置进系统、被培训到操作工。每个部门都认为“自己的事做完了”。
原因二:认为“写了”就等于“做了”
这是最普遍的认知误区。FMEA文件完成后,项目节点通过,审核人员看到文件签批齐全,便默认控制措施已落实。没有人去现场验证:设备参数真的锁定了吗?防错装置真的有效吗?系统真的会在异常时报警吗?
原因三:缺乏数字化手段支撑
在过去,要将FMEA的控制措施嵌入现场执行,主要依赖人工检查和纸质记录,难度大、成本高、易流于形式。而在数字化制造时代,打通FMEA与MES、设备系统、质量系统的技术条件已经成熟,但许多企业的组织惯性仍未改变。
四、破解之道:从“FMEA文件”到“FMEA闭环系统”
要跨过这关键一步,需要建立一套 **“FMEA落地闭环机制”**:
第一步:控制措施标准化
每一条预防控制和探测控制,必须用“可执行、可验证”的语言描述。不说“加强监控”,而说“温度偏差超过±5℃时设备自动报警并锁定启动按钮”。
第二步:控制措施系统化
建立FMEA与现场系统的映射矩阵。将FMEA中的每一条控制措施,对应到MES中的检验计划、设备PLC中的参数上下限、安灯系统中的报警规则、防错装置的验证频次。做到“每条控制措施都有一个系统在管”。
第三步:落地验证强制化
FMEA完成后,增加“控制措施落地验证”环节。逐条确认:设备参数是否已锁定?防错装置是否通过验证?系统报警是否实际触发?未落地的措施,FMEA不予关闭。
第四步:动态维护常态化
建立FMEA与异常事件的关联机制。每发生一起内部缺陷或外部客诉,系统自动反向查询:FMEA中是否已识别该失效模式?如果已识别,对应的控制措施为什么没防住?如果未识别,立即触发FMEA更新。让FMEA成为一个“越用越准”的动态知识库。
五、结语
FMEA不是一份文件,而是一套风险控制的执行系统。
如果你做了FMEA却还是出问题,请不要急着怀疑方法论本身,先问自己三个问题:
- FMEA中的控制措施,有多少条已经写进了设备程序?
- FMEA中的失效模式,有多少种能被现场系统实时识别?
- FMEA最近一次更新,是因为现场异常触发,还是因为年度审核需要?
如果这三个问题的答案都不够理想,那么问题就不在FMEA“做得对不对”,而在于FMEA“用没用到”。
从“做完FMEA”到“用好FMEA”,差的不是方法,而是那关键的一步——把分析变成执行,把文件嵌入系统。
跨过这一步,FMEA才能真正从“纸上的保险”变成“产线上的防线”。